


更多相关产品
- LG-JCD01型工业机械传动装调竞赛平台
- LGJ-LM01型工业机器人多功能应用实训装置
- LG-JXZP03型机械装配多功能综合实训平台
- LG-JXZT05型机械基础与控制装调装置
- LG-JXZP01型机械装配技能综合实训平台
- LG-JXZP02型机械装配技能综合实训平台
- LG-JXZT02型机械装调技术综合实训装置(变频+自动控制)
- LG-JXZT01A型机械装调技术综合实训装置
- LGJ-GC04型 公差配合与精度检测组合实训装置
- LG-QX10型 切削原理与刀具陈列柜
- LGJ-DJ02A型 创意组合机械系统装配系统训练综合实验台
- LGY-JX07型机械装调技术综合实训考核装置
- LGY-Q16A型钳工实训台(2座)
- LGY-JD07D综合机电实训装置
- LGY-JX237C型机械设备装调与控制技术实训综合装置
- LGY-JX07A型机械装配与机械自动化技术综合实训考核装置
- LGY-JX07B型机械基础与机械自动控制装调装置
- LGY-SK101JB型夹臂式刀库实训设备
- LGY-SK101JS型机械手刀库实训设备
- LG-JXZ022型机械传动与自动化综合实训装置
- LG-JX013C型机械传动装配与调试平台
- LG-JX013B型机械传动装配与调试平台
- LG-JX013A型机械传动装配与调试平台
- LGJ-JC01型 机械系统集成及参数可视化分析综合实验台
- LGJ-JK01型 机械系统渐开线齿轮参数测定实验箱
- LGJ-AZ01型 机械系统A轴系结构设计实验箱
- LGJ-LX01型 机械系统轮系创新组合及虚拟演示实验台
- LGJ-CD01型 机械传动性能综合测试实验台
- LGJ-JG01型 机械系统空间机构创新组合及虚拟演示实验台
- LGJ-LX02型 机械系统轮系创新组合及结构分析综合实验台
- LGJ-JG02型 机械系统空间机构创新组合设计实验台
- LGJ-DJ01型 机械系统搭接与测试实验台
- LG-JXZT04型 机械装调成形实训平台
- LGJ-CD03型 便携式机械系统传动创新组合设计实验台
- LG-JXZP02型 机械装配技能综合实训平台
- LG-JXZT05型 机械基础与控制装调装置
- LG-JXZT01A型 机械装调技术综合实训装置
- LG-JXZT06型 工业机械装调平台
- LG-JCD01型 工业机械传动装调竞赛平台
- LGJ-DJ02型 机械系统创新设计搭接装配训练实验台
LGJ-LM01型工业机器人多功能应用实训装置
一、 产品概述
LG-JXZT04型 机械装调成形实训平台依据加工制造类中等职业学校相关专业教学标准,紧密结合行业和企业需求,操作技能对接国家职业标准,贴合企业实际岗位能力要求;机械装调成形实训平台把机械装配和电气控制系统有效融合,满足中等职业学校加工制造类相关专业所规定的教学内容中涉及到现代机械制造技术、机械制图、机械基础、机械设计基础、电工电子技术、自动检测技术、PLC与变频器应用技术、机电设备控制技术、自动控制系统技术、设备电气控制与维修技术、传感器技术、低压电气控制技术、机电设备运行与控制技术等方面的知识和技能要求;通过训练可提高学生在机械制造企业及相关行业一线工艺装配与实施、机电设备的安装与调试、机械加工质量分析与控制、自动控制系统和生产过程领域的技术和管理工作,生产企业计算机控制系统及设备的运行、通用机电设备维护与管理工作,机电设备的技术销售与制造等岗位的就业能力。
LG-JXZT04型 机械装调成形实训平台依据加工制造类中等职业学校相关专业教学标准,紧密结合行业和企业需求,操作技能对接国家职业标准,贴合企业实际岗位能力要求;机械装调成形实训平台把机械装配和电气控制系统有效融合,满足中等职业学校加工制造类相关专业所规定的教学内容中涉及到现代机械制造技术、机械制图、机械基础、机械设计基础、电工电子技术、自动检测技术、PLC与变频器应用技术、机电设备控制技术、自动控制系统技术、设备电气控制与维修技术、传感器技术、低压电气控制技术、机电设备运行与控制技术等方面的知识和技能要求;通过训练可提高学生在机械制造企业及相关行业一线工艺装配与实施、机电设备的安装与调试、机械加工质量分析与控制、自动控制系统和生产过程领域的技术和管理工作,生产企业计算机控制系统及设备的运行、通用机电设备维护与管理工作,机电设备的技术销售与制造等岗位的就业能力。
二、产品特点
1. 仿真度高 贴近企业、行业生产,装置可模拟真实面料成形加工过程;实训过程依据工业现场典型工作场景设置,将实训过程与工作过程对接,将理论知识融合到实际操作中去,贴近工业现场实际操作。
2. 实操性强 依据加工制造类中等职业学校专业教学标准中的课程设置要求,结合相关国家职业标准和行业标准要求设置各种实际工作任务,以职业实践活动为主线,真正提高学生的动手技能和就业能力。
3. 模块化设计 设备将机械装配和电气控制系统有效融合,由多种机电部件组成,可完成机电设备安装与维护、电气设计与线路连接、PLC和触摸屏程序编写、机电联调、装配精度检测等典型工作任务,满足实训教学、工程培训及职业竞赛的需要,方便设备的升级和扩展。
三、技术性能
1、输入电源:220V,50HZ
2、工作环境:温度-10℃~+40℃ 相对湿度≤85%(25℃)
3、装置容量:<4.0kVA
4、控制方式:PLC+触摸屏
5、三相电机:0.37KW,2台
6、变频器:1.5KW
7、减速器:速比1:25 ,2台
8、焊接系统:15K2500W
9、外形尺寸:3350*1300*1850mm
10、重量:300KG
11、安全保护:具有电流型漏电保护,安全符合国家标准。
四、系统组成与功能
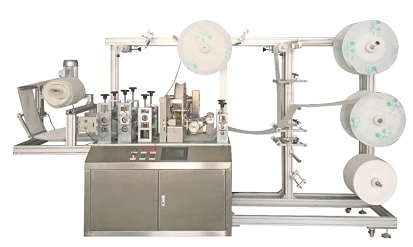
机械装调成形实训装置主要功能是根据要求完成对被加工面料的入料、加入筋条及成形压纹、滚切面料、分离成品等过程;首先通过电气控制柜中的触摸屏、PLC、传感器等控制两主电机的旋转来控制牵引压辊运动,带动面料从放料架经过导向辊、支撑架及张紧装置等穿过初始过料辊使多层面料压合,同时筋条料盘机构由间歇摩擦传动机构带动筋条经过导正驱动机构使筋条实现向前运动,接着冲裁机构动作裁剪筋条,然后由间歇凸轮机构带动偏心轮送料机构送入筋条到面料上,接着面料经过超声波压纹机构,实现封边焊接,面料继续运动经过切刀辊机构实现成形切割,最后由收料机构带动面料进过分拣辊把成形面料从面料上分离出来,摆杆机构配合传感器控制收废电机实现间歇运动控制收废松紧。
机械装调成形实训装置主要由实训台、电气控制柜(包括电源控制模块、可编程控制器模块、变频器模块、触摸屏模块、超声波模块等)、动力源(包括三相电动机、减速器等)、铝型材放料架、导向辊、支撑架、张紧装置、初始过料辊架、筋条料盘机构、间歇摩擦传动机构,导正驱动机构、冲裁机构、间歇凸轮减速机构、偏心轮送料机构、链条传动机构、压纹机构、牵引辊机构、切刀辊机构、摆杆机构、分拣辊、回收机构及软件功能等组成。
1.实训台:采用铁质双层亚光密纹喷塑结构,包括控制区域和机械装调区域两部分。控制区域主要由控制面板、电源转换接口、控制按钮等组成;机械装调区域采用铸铁操作台面,学生可在上面安装和调整各种机械机构。
2.电气控制柜:采用不锈钢材料,结构坚固。双开门设计,打开可观察到内部元件。控制柜上部为电源指示、二位旋钮开关及运行指示;右边为昆仑通态触摸屏单元;柜内为网孔实训区域,包括PLC控制器、电气扩展单元、变频器、执行部件接线端子等。
3.传动机构:由多种机械传动机构组成,可完成链轮传动、齿轮传动、偏心轮传动等机械典型传动机构的装配工艺及精度检测实训。
4.筋条料盘机构:筋条线是从线轮下方通过的,当导正/驱动机构缺料时,筋条线被拉紧,然后将线轮往上抬,带动旋转轴旋转,旋转轴又带动锁紧块顺时针运动,顶杆就会被放下,这时料盘就可以旋转;当放料多了后,筋条线会松,这时线轮会往下,顶杆会顶住放线盘,料盘就停止转动。
5.初始过料机构:作用是为了将几层面料进行压叠,原理其实就是:波纹把手往下旋紧,然后弹簧压紧滑动块。连接轴和固定块的接触方式:连接轴上有一个槽,卡进固定块,这样连接轴在旋转的同时,也会有升降的动作。
6.导正驱动机构:筋条线从料盘出来,经过导正/驱动机构(料盘是无动力的,靠驱动机构牵引着往前走);从导正/驱动机构出来后,经过料道,进入送料盒,旋转摆轮刚好碰一下切刀,将筋条线切断,然后由装料机构将筋条线推进面料中;
7.偏心轮送料机构:间歇凸轮机构带动偏心轮旋转带动推杆和推板前进,将筋条线送入面料中间。
8. 压纹机构:由底板、左边可调滑块座、右边可调滑块座、左滑块、右滑块、压纹辊、轴承、横梁、调节螺杆、手柄、弹簧等组成,可完成轴承座装配、滑块座装配、可调夹紧装配等的装配工艺及精度检测实训。
9. 牵引辊机构:由底板、左边可调滑块座、右边可调滑块座、左滑块、右滑块、固定辊、调节包胶辊、轴承、横梁、调节螺杆、弹簧、偏心锁紧杆、手柄等组成,可完成轴承座装配、滑块座装配、可调夹紧装配等的装配工艺及精度检测实训。
10. 滚刀辊机构:由底板、左边可调滑块座、右边可调滑块座、左滑块、右滑块、固定辊、可调滚刀辊、轴承、横梁、调节螺杆、弹簧、手柄等组成,可完成轴承座装配、滑块座装配、可调夹紧装配等的装配工艺及精度检测实训。
11、铝型材放料架:当需要做几层的面料时,就在料架上放几卷面料,其余的空着。
12. 支撑架:每卷面料各自穿过张紧机构,然后经过面料卷支撑架,进入下一工序。
13.软件功能:具有加工报警模块、计数显示模块,高中低速度控制模块、面料检测模块、加工效率模块等。
14.装配及检测工具:配置常用的装配工具和检测工具,通过工量具的使用,掌握工量具操作规范。
1. 仿真度高 贴近企业、行业生产,装置可模拟真实面料成形加工过程;实训过程依据工业现场典型工作场景设置,将实训过程与工作过程对接,将理论知识融合到实际操作中去,贴近工业现场实际操作。
2. 实操性强 依据加工制造类中等职业学校专业教学标准中的课程设置要求,结合相关国家职业标准和行业标准要求设置各种实际工作任务,以职业实践活动为主线,真正提高学生的动手技能和就业能力。
3. 模块化设计 设备将机械装配和电气控制系统有效融合,由多种机电部件组成,可完成机电设备安装与维护、电气设计与线路连接、PLC和触摸屏程序编写、机电联调、装配精度检测等典型工作任务,满足实训教学、工程培训及职业竞赛的需要,方便设备的升级和扩展。
三、技术性能
1、输入电源:220V,50HZ
2、工作环境:温度-10℃~+40℃ 相对湿度≤85%(25℃)
3、装置容量:<4.0kVA
4、控制方式:PLC+触摸屏
5、三相电机:0.37KW,2台
6、变频器:1.5KW
7、减速器:速比1:25 ,2台
8、焊接系统:15K2500W
9、外形尺寸:3350*1300*1850mm
10、重量:300KG
11、安全保护:具有电流型漏电保护,安全符合国家标准。
四、系统组成与功能
机械装调成形实训装置主要功能是根据要求完成对被加工面料的入料、加入筋条及成形压纹、滚切面料、分离成品等过程;首先通过电气控制柜中的触摸屏、PLC、传感器等控制两主电机的旋转来控制牵引压辊运动,带动面料从放料架经过导向辊、支撑架及张紧装置等穿过初始过料辊使多层面料压合,同时筋条料盘机构由间歇摩擦传动机构带动筋条经过导正驱动机构使筋条实现向前运动,接着冲裁机构动作裁剪筋条,然后由间歇凸轮机构带动偏心轮送料机构送入筋条到面料上,接着面料经过超声波压纹机构,实现封边焊接,面料继续运动经过切刀辊机构实现成形切割,最后由收料机构带动面料进过分拣辊把成形面料从面料上分离出来,摆杆机构配合传感器控制收废电机实现间歇运动控制收废松紧。
机械装调成形实训装置主要由实训台、电气控制柜(包括电源控制模块、可编程控制器模块、变频器模块、触摸屏模块、超声波模块等)、动力源(包括三相电动机、减速器等)、铝型材放料架、导向辊、支撑架、张紧装置、初始过料辊架、筋条料盘机构、间歇摩擦传动机构,导正驱动机构、冲裁机构、间歇凸轮减速机构、偏心轮送料机构、链条传动机构、压纹机构、牵引辊机构、切刀辊机构、摆杆机构、分拣辊、回收机构及软件功能等组成。
1.实训台:采用铁质双层亚光密纹喷塑结构,包括控制区域和机械装调区域两部分。控制区域主要由控制面板、电源转换接口、控制按钮等组成;机械装调区域采用铸铁操作台面,学生可在上面安装和调整各种机械机构。
2.电气控制柜:采用不锈钢材料,结构坚固。双开门设计,打开可观察到内部元件。控制柜上部为电源指示、二位旋钮开关及运行指示;右边为昆仑通态触摸屏单元;柜内为网孔实训区域,包括PLC控制器、电气扩展单元、变频器、执行部件接线端子等。
3.传动机构:由多种机械传动机构组成,可完成链轮传动、齿轮传动、偏心轮传动等机械典型传动机构的装配工艺及精度检测实训。
4.筋条料盘机构:筋条线是从线轮下方通过的,当导正/驱动机构缺料时,筋条线被拉紧,然后将线轮往上抬,带动旋转轴旋转,旋转轴又带动锁紧块顺时针运动,顶杆就会被放下,这时料盘就可以旋转;当放料多了后,筋条线会松,这时线轮会往下,顶杆会顶住放线盘,料盘就停止转动。
5.初始过料机构:作用是为了将几层面料进行压叠,原理其实就是:波纹把手往下旋紧,然后弹簧压紧滑动块。连接轴和固定块的接触方式:连接轴上有一个槽,卡进固定块,这样连接轴在旋转的同时,也会有升降的动作。
6.导正驱动机构:筋条线从料盘出来,经过导正/驱动机构(料盘是无动力的,靠驱动机构牵引着往前走);从导正/驱动机构出来后,经过料道,进入送料盒,旋转摆轮刚好碰一下切刀,将筋条线切断,然后由装料机构将筋条线推进面料中;
7.偏心轮送料机构:间歇凸轮机构带动偏心轮旋转带动推杆和推板前进,将筋条线送入面料中间。
8. 压纹机构:由底板、左边可调滑块座、右边可调滑块座、左滑块、右滑块、压纹辊、轴承、横梁、调节螺杆、手柄、弹簧等组成,可完成轴承座装配、滑块座装配、可调夹紧装配等的装配工艺及精度检测实训。
9. 牵引辊机构:由底板、左边可调滑块座、右边可调滑块座、左滑块、右滑块、固定辊、调节包胶辊、轴承、横梁、调节螺杆、弹簧、偏心锁紧杆、手柄等组成,可完成轴承座装配、滑块座装配、可调夹紧装配等的装配工艺及精度检测实训。
10. 滚刀辊机构:由底板、左边可调滑块座、右边可调滑块座、左滑块、右滑块、固定辊、可调滚刀辊、轴承、横梁、调节螺杆、弹簧、手柄等组成,可完成轴承座装配、滑块座装配、可调夹紧装配等的装配工艺及精度检测实训。
11、铝型材放料架:当需要做几层的面料时,就在料架上放几卷面料,其余的空着。
12. 支撑架:每卷面料各自穿过张紧机构,然后经过面料卷支撑架,进入下一工序。
13.软件功能:具有加工报警模块、计数显示模块,高中低速度控制模块、面料检测模块、加工效率模块等。
14.装配及检测工具:配置常用的装配工具和检测工具,通过工量具的使用,掌握工量具操作规范。